Mobile phase pH is a robust part of the methods development toolkit, especially useful in the separation of neutral amine forms or other organic bases under alkaline conditions.
The example presented here explores using a generic, 5-minute linear gradient in separating six basic drug compounds. This separation was performed using a short (50 mm) PRP-C18 column.
Over 70% of pharmaceutical drug compounds are cationic solutes carrying a formal positive charge under pH 7. The separation of these and other organic bases has been linked to a number of historic challenges.
Ionization has a dominating effect in reversed-phase chromatography. This effect typically dictates retention, meaning an ionized amine sample’s elution window is particularly narrow.
Separation is also complex due to the range of secondary interactions between positively charged solutes and residual silanols during the column stationary phase. These secondary retention mechanisms are the primary source of anomalous chromatographic activity, including poor peak shape, shifts in retention times, and progressively worsening loss of efficiency over the column's life.
Hamilton Company’s PRP-C18 is a new column specifically designed to enable high-efficiency reversed-phase separations under virtually any mobile phase condition.
It is important to note that PRP-C18’s stationary phase lacks free silanols. It does not bleed, strip, or dissolve at any pH, meaning that it will perform reliably and reproducibly throughout the extended life of the column, irrespective of specific mobile phase conditions.
Using an alkaline mobile phase with a pH over 11 enables the separation of basic solutes in their neutral forms. This extends the elution window, allowing researchers to effect resolution by exploiting the subtle structural nuances among chemically similar compounds.
Several recently developed C18 columns are stable when used in alkaline pH, and all silica-based supports experience measurable degradation when the pH is over 6. Column life in these instances is still considerably shorter than where separation is performed under more favorable conditions.
It should be noted that the PRP-C18 can withstand prolonged exposure to concentrations as high as 1 M NaOH and H2SO4 without exhibiting a notable reduction in performance.
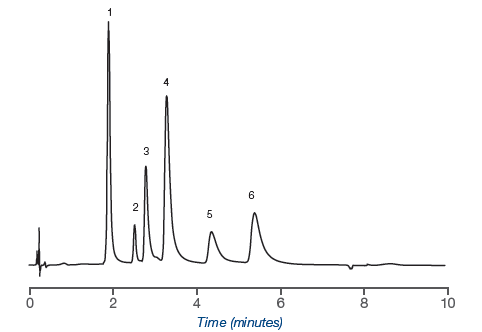
Figure 1. Rapid separation of six basic drug compounds on a 50 mm PRP-C18. Image Credit: Hamilton Company
Experimental conditions. Source: Hamilton Company
| . |
. |
| Column |
PRP-C18, 4.1 × 50 mm, 5 μm |
| Instrumentation |
Agilent 1100 quaternary pump with UV detector |
| Standards |
nicotine, metoprolol, quinine, doxylamine, dexmethorphan, amitriptyline |
| Mobile phase A |
30 mM Diethylamine |
| Mobile phase B |
A + 95 % ACN, 5 % H2O |
| Gradient |
10 to 100 % B in 5 min |
| Flow rate |
2 mL/min |
| Temperature |
Ambient |
| Injection volume |
10 μL |
| Detection |
UV at 265 nm |
Results and conclusion
Analytical HPLC can often be a bottleneck in contemporary drug discovery science, prompting the trend of streamlining production via shorter columns with smaller particles operating at increased flow rates.
Utilizing a high pH mobile phase offers researchers another valuable tool for separating basic solutes in their neutral forms.
This approach can often simplify the methods development process, as evidenced in the study presented here, which achieved the separation of a set of structurally diverse pharmaceutical compounds using a short (50 mm) PRP-C18 column and a generic 5-minute linear gradient.
Acknowledgments
Produced from materials originally authored by Derek Jensen and Mark Carrier from Hamilton Company.
About Hamilton Company
Hamilton — The Measure of Excellence
Hamilton Company specializes in the development, manufacturing and customization of precision measurement devices, automated liquid handling workstations, and sample management systems. Hamilton's processes are optimized for quality and flexibility. Whether it's a custom needle with a quick delivery time frame, a special length pH sensor, or a comprehensive solution to fully automate your assay workflow, trust that Hamilton products will always meet your needs.
Hamilton Company has been a leading global manufacturer for more than 60 years, with headquarters in Reno, Nevada; Franklin, Massachusetts; Timișoara, Romania; Bonaduz, Switzerland; and subsidiary offices throughout the world.
Sponsored Content Policy: News-Medical.net publishes articles and related content that may be derived from sources where we have existing commercial relationships, provided such content adds value to the core editorial ethos of News-Medical.Net which is to educate and inform site visitors interested in medical research, science, medical devices and treatments.